
|
Best partner for productivity improvement! |
| 2008/11/08 | Summary | 2008/11/22 | Connection method | ||
| 2008/11/22 | Operation | 2009/05/02 | PDM Application |
PDM has been developed, for improvement of productivity efficiency. The indicator guarantees a certain level of the vibration-proof and displays the real time production status. Befor operation, set the scheduled numbers on the first line, and the current numbers are shown on the second line, and the process status (% or + or -) is displayed on the third line. Relay output such as "stop" or "schedule finish" is available from input signals such as operation, stop, emergency stop, and preparation stop. It can output the work results in an Excel file or graph display with PC. |
One of the constitution example is shown in chart below. PDM itself can work, however for getting the records of the operation status, connection with PC is necessary. 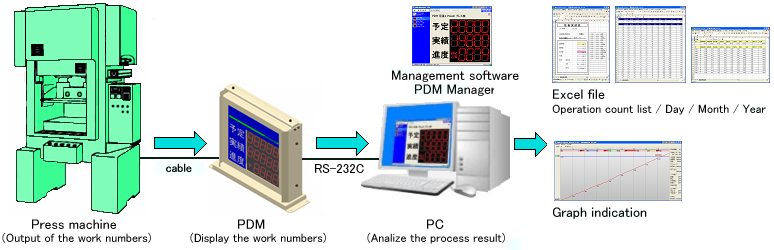 |
Count function is available as a basic one and a counter input terminal is prepared. When counter inputs "ON", it starts to count. PDM Production Analizer movie 1 ( count up ) |
Please connect correctly according to the following diagram and description.
When connect with PC, use the converter ‘Model:SI-35’ between RS-232C⇔RC485. When no RS-232C port in PC, the converter ‘Model: SRC06-USB’ is necessary, between RS-232C ⇔ USB converter. 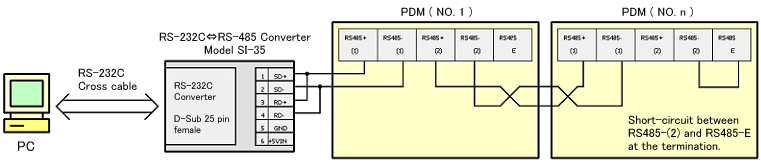 |
|||||||||||||||||||||||||||||||||||||||
| Before operation, set the "scheduled numbers" and reset the "result
numbers" at 0, and choose the "progress status" from 9 classes.
( Refer to the following description "Menu 1", No. 4 ) The scheduled numbers shows scheduled production numbers, and the result numbers shows current production numbers. During opration, reset of the result numbers is capable. PDM Production Analizer movie 2 ( How to change the scheduled no. & result no. & progress status ) When depress the ‘ENT’ key of PDM-T for a few seconds, it moves to ‘MENU MODE 1’ from the basic screen. Progress column repeats blinking, and is prepared for the menu number input. Parameter setting from ‘MENU’ is as following.
When depress the ‘BAK’ key of PDM-T for a few seconds, it moves to ‘MENU MODE 2’ form the basic screen.
|
|||||||||||||||||||||||||||||||||||||||||||||
Exclusive application, "PDM Manager" is available for PDM. PDM Manager can be used to confirm the current production numbers and status from the office away from the factory. It can also change the scheduled numbers by remote control from the office. Status of a day production numbers can be recorded on Excel file. 
※ PDM Manager can control plurel PDM's, up to 30 sets. |
PDM Progress Viewer can display ‘Daily line graph’ according to the log file recorded by PDM manager. The graph is easy and simple to find how the production conditions were during operation. So it’s very convenient in the follow-up survey of factors lowering the production efficiency. There are 2 kinds of graphs, one is a graph in numerical value chart (scheduled numbers・ result numbers・ target numbers) and time chart( operation time・ stop time process stop time・ emergency stop time・preparation stop time) and it’s capable to display both charts together. Alternative choice is capable "display" or "non display" by the left side button, and only necessary graph chart can be displayed. 
※ PDM Progress Viewer can be printed out. PDM Production Analizer movie 3 ( With application ) |
![]()
